Leave Your Message
Explore our top pharmaceutical and healthcare raw material solutions crafted for superior bioavailability, purity, and formulation flexibility.
A cornerstone active ingredient in pharmaceutical manufacturing and modern healthcare product development worldwide.

Vitamin C, scientifically known as L-Ascorbic Acid, is one of the most extensively studied and widely utilized active pharmaceutical ingredients (APIs) in the global healthcare industry. As a white crystalline powder with a molecular formula of C₆H₈O₆, pharmaceutical-grade Vitamin C powder offers unparalleled chemical stability, high solubility, and verified biological activity that is essential for advanced drug formulations.
In pharmaceutical applications, Vitamin C Ascorbic Acid Powder is rigorously manufactured to comply with USP, BP, EP, and CP pharmacopoeia standards. Its precise particle size control, ultra-low heavy metal content, and guaranteed assay purity (typically ≥99%) ensure consistent performance across tablets, capsules, injectables, effervescent formulations, and nutraceutical blends.
Our Vitamin C Ascorbic Acid Powder meets USP/EP/BP pharmacopoeia standards with rigorously verified heavy metal limits, microbial control, and particle consistency — the benchmark for pharmaceutical manufacturing excellence.
Beyond classic vitamin supplementation, Vitamin C powder serves as a critical excipient, antioxidant preservative, and pH regulator in complex pharmaceutical systems — making it an indispensable component throughout the entire pharmaceutical value chain.
The Vitamin C pharmaceutical market is experiencing robust growth driven by expanding healthcare access, functional food innovation, and advanced drug delivery technologies.
Developing economies across Southeast Asia, Latin America, and Africa are driving unprecedented demand for pharmaceutical-grade Vitamin C as public health infrastructure expands. Government immunization programs, hospital formulary expansions, and OTC supplement booms are all accelerating bulk ascorbic acid procurement at scale.
The global ascorbic acid manufacturing landscape is undergoing significant consolidation. Major pharmaceutical buyers increasingly demand multi-standard certification (cGMP, ISO22000, HACCP, FSSC22000) and third-party lab verification. Suppliers capable of meeting USP, EP, and BP simultaneously are securing long-term strategic supply agreements with leading pharma companies.
Consumer preference shifts and ESG pressures are pushing pharmaceutical buyers toward ascorbic acid from natural fermentation pathways and sustainably managed supply chains. Organic-certified, non-GMO, and clean-label Vitamin C variants are commanding significant premium pricing in developed market healthcare segments.
Innovation in drug delivery, formulation science, and biotechnology is opening exciting new horizons for ascorbic acid in healthcare applications.
Next-generation pharmaceutical formulations are incorporating Vitamin C Ascorbic Acid Powder into liposomal encapsulation systems, nanoparticle drug delivery vehicles, and time-release matrix tablets. These technologies dramatically enhance bioavailability compared to conventional supplements, enabling therapeutic dosing for specific clinical indications including wound healing, collagen synthesis disorders, and oxidative stress conditions.
Clinical research into high-dose intravenous Vitamin C therapy for oncology supportive care, sepsis management, and critical illness treatment is generating significant pharmaceutical demand for injectable-grade ascorbic acid. Sterile-filtered, endotoxin-tested ascorbic acid solutions require the highest purity powder as starting material, representing a fast-growing specialty pharmaceutical segment.
The convergence of pharmaceuticals and nutraceuticals (pharma-nutrition) is creating complex multi-ingredient formulations where Vitamin C serves as both active ingredient and antioxidant stabilizer. Zinc-Vitamin C immunity complexes, collagen-Vitamin C beauty supplements, and immune-modulating polyvitamin formulations represent the fastest-growing application segments globally.
Leading pharmaceutical manufacturers are now employing artificial intelligence and machine learning to optimize Vitamin C Ascorbic Acid powder blending ratios, predict shelf-life stability under various storage conditions, and automate real-time quality control during production — dramatically reducing batch failure rates and accelerating time-to-market for new supplement and drug formulations.
Vitamin C Ascorbic Acid Powder is a versatile active ingredient spanning across diverse healthcare and pharmaceutical manufacturing categories.
Sterile ascorbic acid injection solutions for IV infusion therapy, critical care, and adjunctive oncology treatment requiring ultra-high purity grades.
Vitamin C effervescent formulations dominate OTC pharmaceutical retail globally, requiring specific particle size grades for optimal CO₂ release kinetics and dissolution profiles.
Ascorbic acid functions as a critical antioxidant excipient in pharmaceutical formulations, protecting oxidation-sensitive APIs and extending product shelf life in complex multi-ingredient systems.
Pharmaceutical-grade ascorbic acid derivatives power advanced anti-aging serums, brightening treatments, and dermatological prescriptions for hyperpigmentation and photoaging.
Parenteral nutrition solutions for critical care and post-surgical patients incorporate precision-dosed Vitamin C to support immune function, collagen synthesis, and antioxidant defense during recovery.
Food-grade ascorbic acid fortifies functional beverages, infant formula, meal replacement powders, and sport nutrition products with certified safety and precise nutritional labeling compliance.
Your trusted GMP-certified partner for pharmaceutical and healthcare raw material supply — from bulk API powder to finished OEM products.
Shaanxi Yuantai Biological Technology Co., Ltd. (YTBIO) was established in 2014, with its headquarters in Xi'an and its GMP-certified manufacturing facility located in Weinan Economic and Technological Development Zone. The factory covers an area of 10,000+ m², housing state-of-the-art production equipment and a 100,000-level clean room purification workshop.
At present, YTBIO's main product categories include capsules, granules, tablets, solid beverages, soft candies, and comprehensive OEM service categories spanning the entire pharmaceutical and nutraceutical supply chain.
YTBIO has 10+ years of specialized production experience in raw material fields including herbal extracts, nutritional supplements, organic extract raw materials, and cosmetic raw materials — making us a comprehensive health product manufacturer trusted by global buyers.
Our core competency lies in providing integrated compounding solutions from raw materials to finished products, supported by professional expertise in product packaging, flexible ingredient formulation, and product label design — all under one roof.
Our pharmaceutical production environment meets the highest international standards to guarantee the safety, stability, and efficacy of every batch of Vitamin C Ascorbic Acid Powder and all healthcare raw materials.

YTBIO's production facilities and equipment meet national and international pharmaceutical standards. The production process is strictly carried out in accordance with GMP requirements. Raw materials meet pharmacopoeia standards and undergo comprehensive inspection and quality control. A modern quality management system includes full monitoring of raw materials, intermediates, and finished products to ensure every batch meets specification.

The factory operates standardized R&D laboratories, analytical inspection rooms, and a 100,000-level GMP purification workshop. Using professional production experience, industry-leading equipment, and professional technology, strict quality standards are enforced at every stage of production. Raw materials are sourced exclusively from verified well-known manufacturers domestically and internationally, with each batch undergoing rigorous pre-shipment inspection.

Over 10+ years of continuous development, YTBIO has consistently improved corporate management standards, strengthened quality management systems, and successfully passed multiple prestigious international certifications. We continuously optimize and standardize management systems, improving the effectiveness of system operation and corporate management level to jointly drive the company's sustained growth and customer satisfaction.
To ensure product quality and production process standards, we have obtained cGMP, FSSC22000, BRC, HACCP, ISO9001, ISO22000, HALAL, KOSHER, FDA, and EU & US organic certifications — your assurance of uncompromised pharmaceutical quality.



From Vitamin C Ascorbic Acid Powder bulk supply to fully finished branded healthcare products — YTBIO delivers end-to-end pharmaceutical OEM solutions.
OEM categories: capsules, granules, tablets, solid beverages, and more. OEM content covers: raw materials, formula development, packaging design, and professional label design — complete one-stop pharmaceutical and nutraceutical manufacturing service.

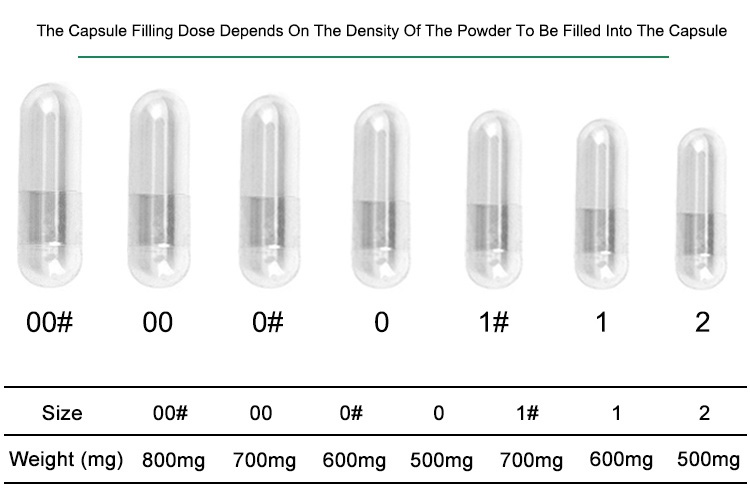
Regarding capsules, we are able to provide finished packaging or production of separate operations, including:
• Weighing and homogenizing of raw materials
• Encapsulation of prepared mixtures
Packaging options:
• Blister packs (capsules, softgels, tablets), blister packs of 10 and 15 tablets
• Blister packs in sales boxes
• Packaging in vials
Material of capsule shell:
• HGC – hard gelatin capsules made of beef or pork gelatin
• HPMC – hard cellulose (vegetarian)
• HPMC-DR – gastro-resistant cellulose (enteric)
1. Shape: round, square, diamond, oval, or custom shape
2. Tablet color: Yellow, White, Blue, or any custom color
3. Specifications: 250mg, 500mg, 1000mg/tablet, etc.
4. Flavors: orange, strawberry, blueberry, grape, or customized
5. Packaging: Various packaging (bags or bottles) with professional label design service
• Tablet packaging specifications: 10 tablets, 15 tablets, 30 tablets
• Sales box blister packaging

Within our solid beverage production facilities we offer the production of instant teas, granular beverages, and Vitamin C fortified powder drink mixes, packed directly into finished products or in separate operations:
• Packaging in 25×90 mm strips
• Supplying 35×150 mm strips
• Packaging in four sealed bags
• Packaging by dosage
• Packaging of strips/sachets in sales boxes
1. Flavor: Orange, strawberry, blueberry, apple, grape, or other custom fruit flavors
2. Packaging: Various packaging customization and professional label design
3. Product solubility: instant
4. Raw materials: All beverages made from pure natural raw materials
We use the highest quality plant raw materials from reliable global suppliers, produce and process in our own GMP factory, providing complete one-stop pharmaceutical manufacturing service.

Explore our extensive range of pharmaceutical-grade raw materials, extracts, vitamins, and nutraceutical ingredients for global healthcare formulation needs.





Partner with YTBIO — your GMP-certified, multi-standard pharmaceutical raw material supplier with 11+ years of industry expertise. Request a sample or bulk quote today.
Get a Free Quote Now